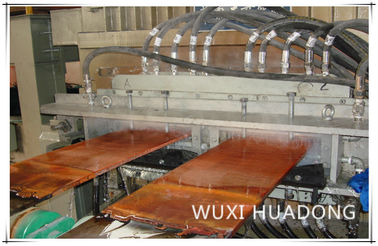
200 x 16 mm Slab Mesin CCM Melting Dan Memegang Tungku Industri
KONDISI TEKNIS PRODUK
1. bahan casting: cupronickel nikel
2. spesifikasi casting: ketebalan: 16 mm × Lebar: 200 mm
PARAMETER TEKNIS UTAMA
1. kecepatan casting:
Kecepatan traksi: 0-64 - mm / s (stepless adjustable)
Kecepatan refleks: 0-64 - mm / s (stepless adjustable)
Strip kecepatan linier terbaik: 90-200 - mm / mnt
2. peralatan listrik:
Tungku peleburan frekuensi menengah: 250 kw
Tungku memegang: 75 kw
Traktor servo: 3,5 Kw
3. mesin pemotong sinkron
Tenaga motor: 3 Kw
Pengukur bilah gergaji: Ф 355
Laju umpan: pengaturan kecepatan stepless hidrolik
Pengukur gergaji: peleton tembaga, kuningan
Jenis sisi penjepit: hidrolik
4. berat gulungan berliku: 4000-5000 kg
Diameter dalam: 500-800 - mm Φ
Diameter luar: Φ 1600 mm
5. nilai kebisingan unit: 85 db (a) atau kurang
6. unit sekolah menengah: + 1000 mm
7. Arah transmisi unit: transmisi kanan
kapasitas produksi
Satu aliran: 200-200 kg / jam (16 mm) bandwidth: 200 mm, ketebalan:
Bab ketiga parameter proses utama dan deskripsi proses
PARAMETER PROSES UTAMA
Produksi: 200-300 kg / jam
Rentang kendali suhu: 1300 ℃ atau kurang
Memegang presisi kontrol suhu tungku: + / - 3 ℃
Rentang pengaturan push dan pull: push: 0-64 - mm / s + / - 0,1 mm (tidak ada)
Rahel: 0-64 - mm / s + / - 0,1 mm (tidak ada)
Rentang mesin pengecoran: untuk mengatur traksi: 0-64 - mm / s + / - 0,1 mm (tidak ada)
Langkah mundur: 0-64 - mm / s + / - 0,1 mm (tidak ada)
Kecepatan casting linear terbesar: 0-200 mm / mnt
Melingkar rentang penyesuaian adalah: diameter gulungan Φ 500 - Φ 800 mm
Φ diameter gulungan 1600 mm
Kecepatan putaran terbesar: 250 mm / mnt
Kisaran penari: 0,95-0,75
Derajat menara berliku: 40 m atau kurang
Konsumsi daya unit: 380-420 KWH / t
DESKRIPSI PROSES
Nikel cupronickel strip horisontal proses produksi pengecoran kontinu adalah sebagai berikut:
Tembaga elektrolit ke frekuensi menengah tungku peleburan, penyesuaian komposisi untuk holding holding - cetakan - waktu pendinginan, pendinginan sekunder ke mesin dummy, mesin geser, mesin melingkar
Pilih bahan baku sebagaimana ditentukan dalam file teknologi (tembaga elektrolitik), akan bergabung dengan bahan baku peleburan tungku peleburan frekuensi menengah;
Untuk peleburan tungku, tambahkan ketebalan tertentu dari bahan pelapis, dan secara teratur kuantitatif menambahkan bahan baku, tungku peleburan rongga baik air hidrolik, lelehan hidrolik, buang ke dalam rongga tungku penahan, pelestarian panas suhu cairan tembaga dalam tungku, secara otomatis mengontrol, tembaga dalam suhu tuang memegang tungku dan menjaga air dalam tingkat tertentu lingkup, tembaga di bawah pengaruh tingkat cair, aliran air ke dalam cetakan, dengan cetakan kristalisasi pendinginan ke strip, billet tembaga terus menerus dipimpin oleh mesin boneka, untuk membentuk diperlukan bentuk pelat. Slab di pintu keluar dilengkapi dengan alat pengukur suhu dilengkapi dengan sistem pendingin sekunder, laju aliran air pendingin dapat disesuaikan, suhu air, pemantauan tekanan air real-time, ketika suhu air lebih tinggi dari nilai yang ditetapkan, tekanan air lebih rendah dari nilai yang ditetapkan saat mesin casting berhenti menggambar. Menggunakan kontrol ini, terutama untuk menjamin suhu kristalisasi, stabilitas parameter proses, untuk memastikan kualitas dan keamanan produk.
Strip ditarik oleh traktor, traktor berhenti dan waktu dorong mundur disesuaikan, harus sesuai dengan bahan yang berbeda, spesifikasi yang berbeda, kualitas permukaan situasi, menentukan parameter kontrol terbaik dan menyesuaikan waktu, dipimpin oleh kontrol program PLC, implementasi siklus, berhenti, mundur.
Strip setelah mesin boneka untuk mengirim strip ke mesin pemotong sinkron.
Wuxi Cina Timur Tungku Co, Ltd
Taman Industri Bashi Furong No.3, Distrik Xishan, Kota Wuxi, Provinsi Jiangsu, Cina
Contact person: Joey.Wong
Tel: +86 510 83788308
Faks: +86 510 83786308
Mob: +86 139 2112 5611
WeChat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn
 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!